On trouve des pièces plastiques usinées dans les cockpits d’avion, dans les équipements médicaux, dans les boîtiers électroniques haute fréquence. Partout, sans qu’on y prête vraiment attention. Et c’est précisément là que réside le paradoxe : l’usinage plastique industriel est l’une des disciplines les plus exigeantes du génie des procédés, mais elle reste largement sous-estimée. Les industriels qui s’y aventurent sans préparation le découvrent à leurs dépens, avec des pièces déformées, des tolérances non respectées, et des délais explosés. Usiner du plastique, ce n’est pas usiner du métal en moins dur. C’est une autre discipline, avec ses propres lois. Et la première d’entre elles concerne le matériau lui-même.
Pourquoi le plastique industriel n’est pas un matériau comme les autres
Dire « plastique », c’est à peu près aussi précis que dire « métal ». Derrière ce mot se cache une famille immense, aux comportements radicalement différents sous l’outil. Le PMMA (polyméthacrylate de méthyle, connu sous le nom commercial Plexiglas) se coupe proprement à grande vitesse et livre des états de surface remarquables. Le PEEK (polyétheréthercétone), lui, est un matériau semi-cristallin haute performance, rigide, résistant à plus de 250 °C, utilisé dans l’aéronautique et le médical. Tenter de l’usiner avec les mêmes paramètres que du PVC, c’est garantir une pièce rebutée et un outil sacrifié.
Ce que beaucoup d’articles passent sous silence, c’est que deux plastiques visuellement semblables peuvent avoir des températures de transition vitreuse (Tg) et des duretés Shore radicalement différentes, ce qui change tout à la stratégie d’usinage. Le tableau ci-dessous résume les caractéristiques des plastiques les plus usinés industriellement :
| Matériau | Dureté Shore D | Tg approximative | Résistance chimique | Domaine d’application |
|---|---|---|---|---|
| PMMA | ~90 | 105 °C | Moyenne | Optique, signalétique, médical |
| POM | ~80 | -60 °C / 175 °C (cristallin) | Bonne | Engrenages, pièces de précision |
| PEEK | ~85 | 143 °C | Excellente | Aéronautique, médical, défense |
| PTFE | ~55 | 327 °C (fusion) | Excellente (quasi-universelle) | Joint, isolation, chimie |
| Polycarbonate | ~75 | 147 °C | Moyenne | Électronique, automobile, sécurité |
| Composites (GFRP/CFRP) | Variable | Variable selon matrice | Bonne à excellente | Aérospatial, sport, industrie |
Ce que ce tableau ne dit pas encore, c’est comment ces matériaux réagissent quand la chaleur entre en jeu. Et c’est souvent là que tout bascule.
La thermique, l’ennemi silencieux de la précision
Les plastiques sont de mauvais conducteurs thermiques. Là où l’acier dissipe rapidement la chaleur générée par la coupe, le plastique l’accumule localement, au niveau de l’arête tranchante. Résultat : la matière commence à se ramollir, à « filer », parfois à se dégrader chimiquement avant même que l’opérateur ne s’en aperçoive. Ce phénomène est particulièrement sournois sur le PTFE et le POM, deux matériaux qui semblent faciles à couper mais qui accumulent des contraintes résiduelles invisibles pendant l’usinage.
Ces contraintes résiduelles, justement, sont un angle mort dans beaucoup de contenus sur le sujet. Une pièce peut sortir de la machine aux cotes parfaites, et se déformer dans les heures ou les jours suivants, une fois les contraintes relâchées à température ambiante. C’est pourquoi les ateliers sérieux intègrent des temps d’attente entre les passes d’ébauche et de finition, et maintiennent parfois une température d’atelier stable. Pour le refroidissement, l’usinage à sec reste souvent privilégié sur les thermoplastiques fragiles aux chocs thermiques, tandis qu’un soufflage d’air comprimé suffit généralement à évacuer les copeaux et contenir l’échauffement. L’utilisation de liquide de coupe est réservée à certains matériaux spécifiques et doit être choisie avec discernement pour éviter les fissurations par contrainte solvant.
Franchement, l’idée reçue selon laquelle « le plastique c’est simple à usiner » agace. Elle coûte cher aux ateliers qui débutent sur ces matériaux. La réalité, c’est que la fenêtre de paramètres acceptables est souvent plus étroite qu’avec les métaux. Maintenant que la thermique est posée, voyons comment le choix du procédé influence tout le reste.
CNC 3 axes, découpe laser, thermoformage : choisir le bon procédé
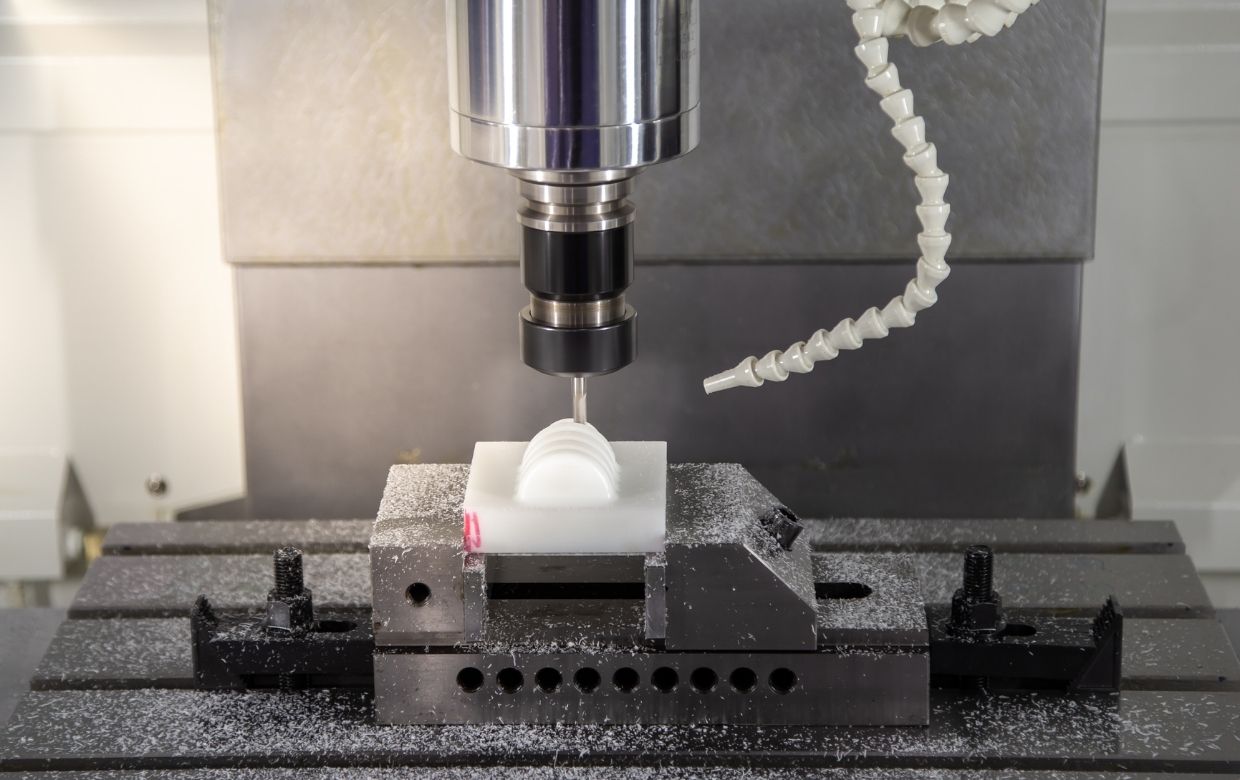
L’usinage CNC 3 axes reste la colonne vertébrale de la fabrication de pièces plastiques techniques. Il permet d’atteindre des tolérances serrées, de produire en série avec une répétabilité élevée, et de travailler des géométries complexes sur une large gamme de matériaux. C’est le procédé de référence pour les pièces fonctionnelles, les prototypes techniques et les petites séries exigeantes.
La découpe laser CO2 complète utilement cet arsenal, notamment sur l’acrylique et le polycarbonate. Elle livre des chants pratiquement polis, sans bavure, avec une précision de découpe de l’ordre du dixième de millimètre. C’est imbattable pour les formes planes complexes et les séries moyennes. En revanche, elle ne convient pas à tous les plastiques : certains matériaux dégagent des fumées toxiques sous laser, et l’épaisseur usinable reste limitée selon la puissance disponible.
Le thermoformage représente une autre logique, souvent mal comprise. On pense à tort qu’il s’oppose à l’usinage. En réalité, les deux procédés se combinent très bien : on usine d’abord un moule en bois ou en résine avec précision, puis on thermoformé une plaque plastique préalablement chauffée en étuve sur ce moule. Cette approche hybride permet de produire des pièces de grande dimension à des coûts d’outillage bien inférieurs à l’injection. Des prestataires comme Tauzin Group (https://www.tauzingroup.com/) maîtrisent justement cette chaîne complète, de la conception des gammes jusqu’à la pièce finie, ce qui évite les pertes de temps liées à la sous-traitance en cascade. Mais maîtriser les procédés ne suffit pas si l’outillage n’est pas à la hauteur.
Outils de coupe et bridage : là où tout se joue vraiment
La géométrie de l’outil est probablement le paramètre le plus sous-documenté dans l’usinage plastique. Un outil conçu pour l’aluminium peut fonctionner sur certains plastiques, mais il ne sera jamais optimal. Ce qu’il faut, c’est un angle de coupe positif élevé, qui tranche franchement la matière au lieu de l’écraser, combiné à un angle de dépouille suffisant pour éviter les frottements sur le flanc. Les outils en carbure monobloc s’imposent dès que la série justifie l’investissement : ils conservent leur tranchant plus longtemps que l’acier rapide supérieur (ARS) et génèrent moins de chaleur par friction. Sur les matières abrasives comme les composites chargés fibre de verre, la dégradation d’un outil mal adapté est très rapide.
Le bridage, lui, est souvent traité comme un détail. C’est une erreur. Une pièce plastique souple ou de grande dimension vibre, fléchit, se soulève sous l’effort de coupe si elle est mal maintenue. Ces micro-vibrations se lisent directement sur l’état de surface et faussent les cotes. Les mors standard taillés pour le métal peuvent marquer ou déformer localement le plastique. On utilise alors des mors enveloppants, des supports en résine ou des montages spécifiques à chaque famille de pièces.
L’évacuation des copeaux mérite aussi qu’on s’y arrête. Certains plastiques, comme le PTFE ou le polyéthylène, produisent des copeaux longs, rubanés, qui s’enroulent autour de l’outil et rayent les surfaces déjà usinées. Un système d’aspiration performant et une géométrie de brise-copeaux adaptée règlent souvent le problème, mais encore faut-il l’anticiper. C’est le premier point négligé par les ateliers qui découvrent l’usinage plastique. Et pendant qu’on optimise tout cela, le secteur se numérise à une vitesse que beaucoup n’ont pas encore mesurée.
Automatisation, traçabilité et nouvelles exigences des donneurs d’ordre
Les secteurs aéronautique, médical et défense ont profondément modifié leurs cahiers des charges ces dernières années. Il ne s’agit plus seulement de livrer une pièce aux cotes : les donneurs d’ordre exigent désormais une traçabilité complète, du lot matière jusqu’au rapport de contrôle final. Chaque paramètre d’usinage peut être audité. Dans ce contexte, les ateliers qui travaillent encore sans logiciel FAO structuré ou sans système de gestion de production informatisé (MES) se ferment progressivement l’accès à ces marchés.
Les logiciels FAO avancés permettent aujourd’hui de simuler l’usinage avant toute passe réelle, d’anticiper les zones à risque de déformation et d’optimiser les trajectoires d’outil pour minimiser l’échauffement. Le concept de jumeau numérique, appliqué à l’usinage plastique, commence à se déployer dans les ateliers les plus avancés : on modélise le comportement de la pièce pendant et après usinage pour prédire les contraintes résiduelles et les dérives dimensionnelles. Sur le contrôle qualité, les bras de mesure articulés et les scanners 3D ont remplacé les calibres manuels sur les pièces complexes, offrant une vérification exhaustive en un temps record.
La certification ISO 9001 reste le socle minimal, mais certains secteurs imposent des référentiels plus exigeants : EN 9100 pour l’aéronautique, ISO 13485 pour le médical. Ces normes ne sont pas de la paperasse. Elles structurent réellement les processus, forcent la rigueur et, au fond, tirent le niveau technique de tout le secteur vers le haut. Dans l’usinage plastique, la vraie compétence ne se voit pas dans la machine : elle se lit dans la pièce finale.


